����UG�cMoldflow����܇�T��l��ˇ��(y��u)����ģ���O(sh��)Ӌ
��������܇�T��l���о���������Y(ji��)��(g��u)�ͳ���ˇ���_��ע��ģ�Y(ji��)��(g��u)��һģ��ǻ������Moldflow ģ�M�������_���˝��ڵ����λ�ã������˳���r�g���۽Ӿ�����Ѩ�ȡ��Y(ji��)��ģ�������Y(ji��)��������UG �O(sh��)Ӌ�˷քe�b�ڄ�ģ�Ͷ�ģ�Ķ���肉K�ď�Ш��о�C��(g��u)��б픂�(c��)���о�C��(g��u)���Ԅ�픳��C��(g��u)�ȡ��Y(ji��)������:ԓ�����Y(ji��)��(g��u)�����������^�̿ɿ�������Ч�ؿs���ܼ������a(ch��n)���ڡ�
�����S����܇�ИI(y��)�İl(f��)չ���˂�����ˮƽ������ߣ���܇��u�ɞ����˂������һ���֣��˂�����܇��Ҫ��ҲԽ��Խ�ߣ����HҪ����܇�������õ�ʹ�����ܣ���������܇�������õ�����݆�������m���^�ă�(n��i)�������ij����܇�T��l���о�������Ӌ��C�o���O(sh��)Ӌܛ��UG ������Ԫ����ܛ��Moldflow��Y(ji��)�ϵķ��������M��ע��ģ���O(sh��)Ӌ��ּ���_���p��ԇģ����ģ�ĴΔ�(sh��)���s�̮a(ch��n)Ʒ���_�l(f��)���ڣ���(ji��)ʡ�ɱ���Ŀ�ġ�
1���ܼ��Y(ji��)��(g��u)�c��ˇ����
�����ܼ����S�Y(ji��)��(g��u)��D1 ��ʾ���ܼ��ߴ��1 773. 6 mm ×164. 9 mm × 109 mm�����ں�3. 2 mm����С�ں�1. 4 mm�����Ϟ�PP + EPDM + MD30���۱�ϩ(PP)����Ҫ���c���ܶ�С�������W�������������ȡ����쏊�ȡ�Ӳ�ȵȾ���(y��u)�ڵ͉�����ϩ;����ͻ���Ą��ԣ��͟����^�á�ͨ�^��PP �M�Џ����w����(EPDM)�͵V���|(zh��)����(MD30)�������ڲ����@�����������ܵ���r�£��������߾۱�ϩ�Ŀ��_�����ܡ�

�D1 �ܼ����Sģ��
�����T��l�����昋(g��u)�ɣ����ΠҎ(gu��)�t�Ŀ�ͻ�����Ҳ����Q������(j��)�����ܼ�һ��(c��)���ϵķ���ͨ���ɶ�ͨ����Ҫ����Ҫ��(c��)��C��(g��u)����һ��(c��)�ڴ��ڵ��ۣ�Ҫ���C�ܼ���ģ����Ҫб픙C��(g��u)������������a(ch��n)Ч�ʼ�ʹģ���M������ƽ�⣬���Cģ�ߵď��ȣ�����һģ��ǻ���������D(zhu��n)���������͡�
2������Moldflow ��ģ������
����2.1��ģ��ǰ̎��
��������Moldflow CAD Doctor �����ܼ����Sģ�ͣ�ȥ���������Y(ji��)���]��Ӱ푵�С�A�ǡ����ǡ��_�A�ȽY(ji��)��(g��u)�������ޏ���ɺ���ܼ�����Moldflow 2012 �У���߾W(w��ng)�ֵ��|(zh��)����Ч�ʡ������p����W(w��ng)�֣��W(w��ng)��߅�Lȡ8mm�����־W(w��ng)���ģ�;W(w��ng)��ƥ��ٷֱȺ���ٷֱ��_��92. 4% ��90. 5%��������ޏ�����߅���ཻ��Ԫ���v�M�ȵ�ȱ�ݣ���Ɍ��ܼ��ľW(w��ng)�֡�
����2.2���_����ѝ���λ��
��������(j��)�ܼ��Y(ji��)��(g��u)�͌��H��(j��ng)�A(y��)�O(sh��)��2 �N��ͬ�ĝ���λ�÷�������D2 ��ʾ������һ�������c�M�z�����Ԝp�����̣�����ģ���O(sh��)Ӌ;�������t�������c�M�z������ăɂ����ڞ�һ�M���������ஔ��һ����ĝ��ڣ����Խ���ע�䉺�����������ɝ��ھ��x�������Ϝض��^�ߣ�����֮�g�����a(ch��n)���۽Ӻۡ�

(a) ����һ;(b) ��������
�D2 ���ڲ��÷���
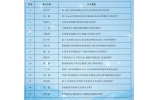
����ͨ�^���ɷN�������ӝ�עϵ�y(t��ng)����sϵ�y(t��ng)�����������õ����1 ��ʾ�ĽY(ji��)�������Կ������oՓ�dz���r�g��ע�䉺�����iģ�����_��픳��ضȕr�g�ȣ��������ĽY(ji��)������(y��u)�ڷ���һ������x�����ĝ��ڲ��÷�ʽ�M����һ��������ģ�M������
��1 ��������(sh��)���^

4���Y(ji��)Փ
�������¾C��ʹ����UG ��Moldflow ܛ����ᘌ���܇�T��l�M����Ԕ���ij���ˇ������ģ��������ģ�߽Y(ji��)��(g��u)�O(sh��)Ӌ���ҳ�����ע���^���е��۽Ӻۡ���Ѩ��ȱ�ݮa(ch��n)����ԭ����Ч�ر��Cģ���O(sh��)Ӌ���|(zh��)����Ч�ʣ�ָ���ˌ��Hģ���O(sh��)Ӌ�����a(ch��n)��