�������ոБ��۟��O���Mչ
�����������������ոБ��۟��O��İlչ�F����O�䑪�ü���M���M���˺�Ҫ��B���������Б��ӟ��b�õ���Ҫ�㲿���M���˷�����ͬ�r��B���T���b�õ��ķN�Y����ʽ��
1��������lչ�F�����
�����������ոБ��۟�(CCLM)�t�����������c���w�C�����⁺Ͻ��~Ƭ���죬�������Ƃ䣬�����������Ƃ���I����ٰlչ��CCLM �O�������������_˹�������ձ��������ȇ��ҽ��v�ˎ�ʮ��İlչ�v�̣��ڶ��_˹������弼�g�����ѳ��^70�ꡣ���O�����������܅����Լ������϶����^��lչ��Ŀǰ������S�����O�������ѽ����^200 kg(���Ӌ)�������Ȏׂ���Ҫ�S�ҵ��O��������50 kg���¡��ڽ����������۟��I��ʹ�Üض��ѽ����^3000 �棬�������ձ���3000 �����¡���⁺Ͻ��X�Ͻ���I���������ոБ��۟��O��֞�픲���ע���A�D��ע���ײ���ע�̓Aбʽ��ע�ķN��ʽ���������a��ˇ�ֿɷ֞�����ʽ�Ͱ��B�mʽ��ᘌ�ģ��ϵ�y���T�췽ʽ���ֿɷ֞������T�죬�x���T����Ӵň��͟���������T�췽ʽ��
��������CCLM ���g���ѽ�ͨ�^�̘I����ܛ������ƽ�_����ANSYS Classic��FLUENT��CFX-Post �Լ�COMSOL Multiphysics �ȣ����Ƴ�CCLM �Ĺ�ˇ�^��߉�\������ԃ����O��Ďμ�늚Ⅲ����CCLM �O����һ�N�طN�T���O�䣬�����䪚�صļӟ᷽ʽ�Q�������đ��Õ����������˂����Pע������������Ψһ��һ���Ҏģ�����Ĵ��CF22�����㲿�����a�����^���Б��õ���CCLM �O�䣬���w�C������ϵ�y����ܾ��w����һ����늲��ϵ���ȡ�ͺˏU��̎���h��Ҳ���v��CCLM �O���̎�������w�P���������Ͻ�ԭ�ϵ���ȼ�����Ҫ��ܸߣ���Ҏ���T���O�䲻�ܝM�������t�WҪ��Ŀǰ��õķ�����ʹ��CCLM ��ˇ���Ƃ�������w���ϡ�������δ���Ї����պ����I�����Ҫ���g———⁺Ͻ�3D ��ӡ(��������)���g�����x���_CCLM ���g��
2��CCLM �O��ĽM��
����CCLM ���g�ı��|��һ�N�ɿ����ܺõļӟἼ�g�����ɴ�������һϵ���c���N��ˇ�����Č����O�䡣���ڽ��ٲ��ϣ���Ҋ���������ոБ��۟��O������۟��ҡ������Б��ӟ��b�á���ע�b�á��y���b�á������b�á��T���b�á��z��Oҕϵ�y���۟��Դϵ�y�����ϵ�y����տ���ϵ�y��ˮ��ϵ�y�����ϵ�y��늚����ϵ�y�ȽM�ɡ�ͬ�r�������طN�O�䣬CCIM �O���Н��ڵ�Σ�U�ԣ��@��Ҫ�������֮�g�߂����Ƶ�늚�Cе�B�i�����i߉�Pϵ�����Ҹ����ֵ��OӋԭ�t���M��ʹ��Ҫ��(���܌��F)������ָ��(���g����)����ȫ���o(�ˆT��ȫ���O��ʹ�ð�ȫ)�����ܭh��(���Ч�ʡ�������늴���Ⱦ���U��U��̎��)�ȷ����Ҏ�����l��Ҏ����
������ˮ��ϵ�y���������ڽY�������g���ƣ��������ˮ�������С��ͬ�r���ܵı����ؓ�ɺܴ��@��Ҫ��ˮ��Ч�ʸߡ�ͨ���������ˮ��ϵ�y�������������k�����˷������͟ύ�Q����IJ�������;���۟��ҵĿ��g�ߴ��^����ͬһˮ��ϵ�y����������ǻ�w�ęCе�Y�������OӋ������ߵ�Ҫ��Ȼ�������ԭ���Ϻ���sˮ�����M��ͨ�����OӋ�nj�CCLM �O��ֳɸߵ͉��ɂ�������ˮ��^��ͬ�r����ռ��g�W(http://m.203scouts.com/)�J�鑪����ˮ���OӋҲ��ҪԔ���OӋ���Դ_���ˆT���O�䰲ȫ��
3�������Б��ӟ��b��
����CCLM �O��ăɴ���ļ��g֮һ���������Б��ӟ��b�á�����Б��ӟ᷽ʽ��һ�N�����^������OӋ�����nj������Б��ӟ��b�ú��۟��Դϵ�y�@�ɂ���늽K��(�����ɽK��֮�g��ˮ�䌧��b�á������b�õ�)����һ�����w���]���yһ�OӋ������������O����Ч�ʺ������D�QЧ�ʡ������Б��ӟ��b�õĽY����ʽ��N���ӣ��������Ԛw��ׂ����εĽM�ɲ��֣�ˮ�����塢ˮ��Б���Ȧ��ˮ������b�õȡ��������Ҹ��۟����g(��D1)�Լ�������Ʒۼ��g(��D2 )�������Կ�����CCLM ���������g��ͨ�^����һ�M���⾀Ȧ�����ٕ����ڿ��У���ͨ�^���ƾ�Ȧ�Ĺ���ݔ�����{������Һ����������С��Һ��ֱ����

�D1 �����Ҹ��۟����g�����D2 ����ATI ��˾⁺Ͻ��ĩ�����O��
��������ˮ�����壬��Ҫ����M�����W���ȣ���ƣ�ڡ�ˮ��Ч�ʻ��A֮�ϣ�늴ŌW���OӋ����P�I�����l늴ň���©�ŕ��S��ˮ�������ȵ����Ӷ��@�������������Ȳ����^��50 kg�~�����������ں�һ��С��30 mm��
�������Ŀp϶���_��һ������(40 �l)����߶Ⱥ����w��ߜض�Ӱ��p�������Mһ���p���������Ч��������Ĺ��ʼ��d�����w�ϣ���Ҏ���k���ǜp������ϵĹ������ģ����p������ϵ�늴ŸБ��u�����γɡ����Ŀp϶֮�g���b�^����Ƭ����Ƭ���һ��С��1 mm�������������c����֮�gʩ�ӽ^��̎���ȴ�ʩ�������Ɯu��Ч����
�������ֹ����·�늓����F��l������������߅��߀��Ҫ�Cе������֮�������w�Ľ^������̎�������߅��Ď��Π���M��Cе�ӹ�Ҫ���⣬߀����늴ň��ă������á���ˮ������Б���Ȧ�Ďγߴ�_����Ҫ�ڴ˻��A���OӋ�Դ������CCLM �O���Դ���P�I�������۟�����P ���l��f�������ݔ��늉�V ���є�n��
�����۟��Դ��Ҋ�Ĺ���ģ�K�пɿع��IGBT �ɷN��ʽ���ɷN�Դ���ܿɿ����á������Դ�S�Ҍ�����6 kHz ���Դ��������IGBT ģ�K��IGBT �Դ��ݔ���l�ʾ����^�������{��������ᘌ��۟��^����ؓ�d׃�����Ԅ�ƥ���a��������������F�Լ���ʎ�����������_��95%���ϡ�ͬ�r�����Դ�������Б��ӟ��b��֮�g��ˮ����|������S�����Ì��Q���ã��Ԍ��F˲�r�B�ӵ�“ͬ�S”�ň����p�پ�·���ʓp�ġ����⣬������O����Դ�������1��ᘌ�IGBT �Դ��f �ǂ�׃�������o���Ĕ�ֵ���OӋ���~���l��ֵ��
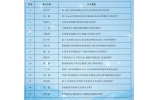
��1 �������ոБ������t�O�䅢��

4���T���b��
����CCLM �O�����һ�����ļ��g���T���b�á��T�췽ʽ���Է֞�픲���ע���A�D��ע���ײ���ע�̓Aбʽ��ע�ķN��ʽ�������ڝ����O�ñ����b���⣬ģ�����Ҳ�ɼ��b���ؿ��b�ã���ģ���ض��M�п��ƺ��{�����Ա��C�T��l�������ڱ��ڼ���ģ����Ҫ�̶����x���D�P�ϣ��D�ٿɸ�����ˇ��Ҫ�{����ͬ�r���x���D�P�ɸ�����Ҫ�OӋ��ˮ���D�P��ģ����ڵ��ۜض��ɼt���W�ض�Ӌ��y��ż�y�á�
5���lչڅ��
����Ŀǰ��������Ҫ⁺Ͻ���ϵ��о���λ��������������ոБ������t����������50 kg ���£����ܝM�㹤�I�����a������δ�����ȣ��������ոБ��۟����g���S�����պ��죬���ˮ�����˹��I�������t�W���I�߶˽��ٲ�������Ŀ������L���lչ����������ȯB��ֱ���ݾ��ܴň������Ը�׃���w����߶ȼ��ضȣ�ʹ���۟��^�̸��ӿ���ƽ�����^��ȸ��ߡ��S�������������ӣ��µ������Б��ӟ��b�õĽY���،����F��