����ʽ���s�C���Ϸ���������
����ᘌ�������̼���s�C�����l�����}������ԭ�����������x�������Ľ����Է����Ƕ��x����K���췽����������Փ�������y���Ƕ���C����Ч�������C�˷������m���ԡ�
һ��ǰ��
�����|����˾������̼���s�C�������̼���w��ݔ���O�䣬���_�\�У��]�Ђ��_����������܇�g��ԭ��ݔ�����}�������a�е��P�I�O�䡣ԓ�O������ꖚ��w���s�C�S���졣��̖��2D12—80/0.35—5.5����Ҫ���܅���Ҋ��1��
��1 ������̼���s�C��Ҫ���܅���

������2008��Ͷ���ԁ����l���z�ޣ�ƽ�����ڞ�23�����ң�����Ӱ����a�������˾S���M�ã�������ռ��g�W�J(http://m.203scouts.com/)���@���b�ð�ȫ���a���ش��[����
�������ϬF������
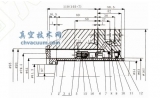
�������s�C������Ҫ���F�ڶ������s�C֧�έh�����^�ͣ����^��Ιz��֧�έhĥ�p���أ��؈A�ܷ����Q�ֲ����c�_�ڷ�λ�o�P�����yӋ��ĥ�p��λ��Ҫ�����ڻ����²�����D1��ʾ��

�D1 ���s�C֧�έhĥ�p��λ
��������ԭ�����
������Ȼ����h��֧�έh���lj��s�Cʹ���е��דp����������ʧЧ��ʽ�����؏����^����Ĝp�����p����λ������������x���Ա��F���˻����������\���У������h���]�аl�]���е����á��������\����ͬ������֧�έh��֧�����ã������������£��γ�֧�έh�c��ױڵęCеĥ�p��ʹ������ԓ����Ħ������֧�έh�ܵ�ĥ�p����ʹ֧�έh�����s�̡�
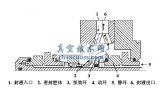
���������h���������c�������ܷ⣬���ܷ�ԭ����D2��ʾ�����h�b�������ڭh�ď��ԣ��a���A�o��pK��ʹ�h�o�N�ڸױ��ϣ������wͨ�^���ٱ���ߵͲ�ƽ�ĵ��g϶�r���ܵ������c�������ã�������p1����p2��ͬ�r�����ڻ����h�ͭh���g�Ђ��g϶���h�o���ډ����͵�һ�ȡ������ڻ����h�ȱ����c�h���g϶̎(���Q���g϶)����һ�����Ƶ���p1�Ě��w����(����)�����������ػ����h��������õĚ��w�����t��׃���ģ���p1׃��p2����ƽ��ֵ���Ƶ���(p1+p2)/2���@�ӣ����ڰ돽����a����һ�������� Δp ≈p1-(p1+ p2)/2=(p1-p2)/2���@��������ʹ�����h�o�N�ڸױ����_���ܷ����á�ͬ�������S��Ҳ��һ��������ѭh�o���ڭh�۵Ă��������ܷ����á���׃ȉ���Խ���ܷ≺�o��ҲԽ�����h���Ծo�ܷ�����c��

�D2 ���s�C�����h������r
�������^�{�飬ԓ������̼���s�C�Č��H�����H��2 500m3/h���hС�ډ��s�C���OӋ�~�������������h���\�D�Юa�����Ծo����ΔpС���OӋ�A�o�����YՓ�����ډ��s�C��̖�c���H��ƥ�䣬��ɻ����h���\�D���Ծo�����㣬����ʽ���s�C���Ϻ����S�H�������Զ�λ�Ĺ��ܣ��@���»����������\���У��������������������´���֧�έh�²�ĥ�p���ء��@����ɉ��s�C�z�����ڶ̵ĸ���ԭ��
�ġ����췽���x��
�����ļ��g�ĽǶȣ����췽��(Ҋ��2)�У�һ�Ǹ��Q���s�C�����F�й�ˇ���������xȡ���m�ĉ��s�C;���Ǹ��Q����r�ף��pС����������������ƥ��ĸ��������Q����;�����xȡ������ĥ���|�Ļ����h��֧�έh�����ļ����OӋ�Ϝp��֧�έh����Ħ�������_�����L֧�έhʹ�É��������L�z�����ڵ�Ŀ�ġ�
��2 ������x����

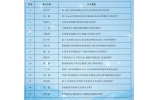
��������2�����N���Ђ��x�����M��ʹ�ý����Է�����Ӌ��һ����Ͷ�Y�������M�á��S���M��Ӌֵ�����оS���M�ò��������˹��M����8��ʹ������Ӌ�㣬���M��Ҋ��3��
��3 ���췽�������Է���

�����ļ��g�����Լ�8����������M�ýǶȓQ���s�C������m�ķ����������Q���s�Cһ����Ͷ�Y�M��ƫ���҉��������M�Ã��ݲ������@��ᘌ���˾Ŀǰ��r���M���õ�3������
�塢��Q����
����1. �p�p��������
������ԭ�������֪���p�ٻ��������������a�����������������ڜp�ٻ����h�ֲ�ĥ�p���T�F�ܶ�ρ=7.3g/cm3���T�X�ܶ�ρ=2.7g/cm3��ԭ�л���һ����|���T�F����һ����T�X�����T�F��һ��Ҳ���Q���T�X�������ڻ����ϵ������p����ԭ����70%�������ɴˮa����Ħ����Ҳ�p����ԭ����70%�����]����������������֧�έh����Ҳ�������ԭ����1.43�������ڱ��_�O���ښ�������ό��ڌ��Qƽ�������У���׃�������������֮�����S���͑T�Ժ������l��׃������ˣ�����ԃ�S�����S���͑T�Ժ����ں�������֮�ȡ����x�ꮅ�����s�C�����r�M�Д�����C��
����2. ��׃֧�έh�������h���|��Ҏ��
����ԭ�в��|��4F—4�����Q����|��PEEK���c 4F—4��ȣ��������ݣ�һ��PEEK�������Ը��ã��m���ڇ���Ҫ���Ħ������ĥ��;ʹ�á�����PEEK����׃�����ă�����ƣ�����ܳ��������c�Ͻ�������������ǃ������ԝ����� ��ԭ�л�����ɵ�֧�έh���ĵ������h�������L֧�έhʹ�É���������֧�έh������ԭ����1.2�����@�Ӿ�������֧����������e�����L��ĥ�p�r�g��ͬ�r�������h�p��������
����������C
����1. �C�M�����r��C
�������о�����ǰ��C�M�����r������VM—63��yʽ�y��x������w��늄әC���S�в�λ�M����ӱO�y���C�M�������������y�c��D3���D4��ʾ��

���������������y�c��λ����ֵ�yԇ����Ҋ��4��
��4 �����������y�c��λ����ֵ

�������Üy��xVM—63�y�ÙC�M���������S�������y�c��λ����ֵҊ��5��
��5 ���������S�������y�c��λ����ֵ

������4�Д�����������������������λ�����λ��������ݗС��20%���ڏS���ṩλ����ݗ50μm����֮�ȡ�
�����ɱ�5�������Կ������S�����y�cλ��������]��׃�����f����������S�S�Ў��]��Ӱ푡�
����2. ֧�έhĥ�p������C��r
�����B�mʹ��1���¡�2���¡�3���º�4���º�֧�έh�M��ĥ�p�z�y�����w����Ҋ��6�������������s�C��ʹ��4���º�֧�έhĥ�p�����ںϸ�֮�ȡ�
��6 ֧�έhĥ�p�z�y����
�ߡ��Y�Z
����ԓ���s�C��2012�������\��ƽ����ÿ4���������z��һ�Ρ�ÿ�깝�s�z���M�ý�15�fԪ����������С��Ͷ�Y�������b�õ��L���ڷ����\�У���Q�����_�b�ö���Ć��}���_���˸���Ŀ�ġ�