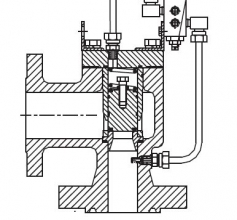
��������Ԫ��O�����zȦ�ܷ����ܷ���
����ԓ�����Ⱥ�Ҫ��B���ܷ�Ȧ�����^�̌��ܷ����ܵĎׂ�Ӱ����ء��S����ˮ���ø߉�œ��O�����zȦ�ܷ�(���º��QO ��Ȧ)�^�̞��������������ansys �����ܷ����Ĺ���ģ�Σ�����O ��Ȧ���ó������w��Ԫhyper56 ģ�M���ܷ�œ�w������Ä��Ԇ�Ԫģ�M��ͨ�^��׃�ܷ����ą����ͽ��|������Ӌ����˲�ͬ�����µķ���Y��������������Y�����Y�ˎׂ��ܷ�Ӱ����،��ܷ����ܵ�Ӱ푙C�������������O ��Ȧ�ܷ����ܵĸ��M����
����
�����S���F���Ƽ��İlչ��O �����zȦ�ܷ�����һ�N�Y�����ζ��Ҿo�����Ծoʽ�ܷ⣬���С��߉��ܷ��I�������V��ʹ�á�
��������O ��Ȧ���ܷ�ۃȵ�׃��ʮ�֏��s�� ��������ܷ�����ܷ≺���ֲ�����С�dz����y�� �{�轛��OӋ�Ŀɿ����������ߣ� һ���ܷ�ʧЧ����ɾ�pʧ���mȻ���ø߉�����������܌�O ��Ȧ���ܷ������M����C������Ҫ����ԇ��Ʒ������o���õ��ܷ�Ȧ��׃����r�ͽ��|�����ķֲ���r�� �o���_��ʹ�à�B�Ƿ�̎���R�����߀���^��ԣ�ȣ� ���Խ�������Ԫ���湤�߷�������ܷ�Ȧ���ܷ����B�� �о�O ��Ȧ�����^���е�Ӱ����غ�Ӱ푙C���� ��ָ�������OӋ���ЬF�����x��
1���ܷ����ܵ�Ӱ�
����1)�g϶��Ӱ�
�����ܷ��g϶���ܷ�����b��� ���ܷ�������֮�g�Ŀp϶����Փ�ϵ��ܷ����OӋ���ǟo�g϶�Ľ��|�����nj��H���a�ӹ��д��ڼӹ������λ�`� �Ķ������ܷ����b���һ���ֽ��|�治�ɱ�������F�g϶�� ����O ��Ȧ�����ڽY�������ف��f���ڵ̈́��Բ��ϣ� ����һ���l�����g϶�Ĵ�С��ֱ��Ӱ�O ��Ȧ��׃�Σ�����ܷ��g϶��Ӱ�O ��Ȧ�ȑ�����С�ֲ������c�ܷ���Ľ��|������
����2)���s�ʵ�Ӱ�
����O ��Ȧ���ܷ������c���s�����P�� һ���S���ܷ≺�����߉��s��Ҳ��ԓ������ߣ� ���lj��s������Ҫ������һ�������ȣ� �^С�ĉ��s���ܷ≺���ò������C�� �^��ĉ��s������������ܷ�Ȧ׃���^���L�r�gʹ����uʧȥ���Զ�ʧЧ��
2���ܷ⌍�������о�
����1)��ʼ�����O�����ܷ�Ч���ķ���
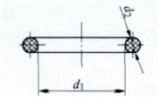
��������ij�ܷ�����ܷ�۵ijߴ磬 ʹ�õ�O �����z�ܷ�Ȧ������φ=7mm�� Ӳ������70°�� �䏊�ȘO�ޞ�14MPa����ʼ��B���s�ʼs��η=15%�����O��Ҫ�ܷ�Ľ��|������5MPa���ܷ������ڼӹ��ȼ����ߣ��ܷ�Y���b�������ɵ��ܷ����g϶δ=0.4mm����������˕rO ��Ȧ�����^���е��ܷ���|������С����ȑ�����С����ֲ���
���������ܷ���Ĺ���ģ�ͣ����ж�����Ä��Ԇ�Ԫ��O ��Ȧ����hyper56 ��Ԫ�����|���O��ɽM��һ�M��O��Ȧ�c�ܷ�۵�����҂�����|���� һ�M��O ��Ȧ�c�ܷ���w�Ľ��|���� �ڽ��|��ĈA�Dž^�����Ҫ�����^С�ľW�֡����yԇԓO ��Ȧ�IJ��|�����քe��C01=0.56��C10=1.52�� ����ģ��E=6.5MPa�� ���ɱ�μ=0.499���Դ˞���A�M��Ӌ�㡣
������Ӌ��Һ�w���|������5MPa �r�Ľ��|������O��Ȧ�ȑ�����D1 �͈D2 ��ʾ�� �ɈD���Կ����˕r�����Ч�ܷ���|�����B�m�^�g��7.675��8.771MPa������7MPa���ܷ�Ȧ�ăȑ�������3.579��4MPa ���ң�С���ܷ�Ȧ�ď��ȘO�ޣ������ܷ���Ч��
����2)�ܷ��g϶���ܷ�Ч����Ӱ�
���������ܷ����b���g϶δ=0.4mm ��׃�� ����Ҫ�ܷ�Ľ��|��������18MPa �r���M��Ӌ�㡣�ɽY���D3 ��֪�ܷ���|�����������Чֵ�s��20MPa ���ң� ����18MPa�����ɈD4 ���Կ������˕rO ��Ȧ�ȑ������ֵ�_����14.1MPa��������c���F���ܷ���̎�ܷ�۵��^�ɈA��̎���@�����˕rO ��Ȧ�Y���ܵ��Ɖġ��˕r���ܵĺ���ЃɷN��һ�N�������l���ܷ�й©����һ�N���ܷ╺�r�]��й©�����ܷ�Ȧ�ѓp�ģ����m�^�L�����r�g�����l��й©���ܷ������b�����^�m�؏�ʹ�á���ռ��g�W(http://m.203scouts.com/)�J��˕r�ܷ�ʧЧ��

����ᘌ��ڴˣ���������18MPa ������������׃������ܷ����ļӹ��ȼ��� ���˕r�ܷ����b���g϶�pС��δ=0.2mm�����M�з���Ӌ�㡣
�����������ĽY���D5 �c�D3 ���ȣ� ���Կ����ܷ����Ч���|�����������ֲ�׃�� ���nj��ȈD6 �c�D4���Կ���O ��Ȧ�����ȑ�����14.1MPa �pС��7.6MPa ���ҡ��˕r�oՓ���ܷ����Ч���|������O ��Ȧ�ď��ȃɷ�����f���ܷ�Y������Ч��

����3)���s�ʵČ��ܷ�Ч����Ӱ�
������O ��Ȧ�ăȑ��������^�䏊�ȘO�ޗl���£��ܷ�������Ҫȡ�Q��O ��Ȧ����c�ܷ���|����|�r�����������đ�����С����С���ܷ���|�����£�O ��Ȧ�ĉ��s׃���ʼ�ʹ�^С�� ���|���ϵĽ��|����Ҳ�܉�M���ܷ�Ҫ����С�����ܷ⣬�����Ǐ����ܷ⣬���։��s����10%��15%֮�g�������ԝM��ʹ��Ҫ���ֿ��ԜpС�b���y�ȡ�
�������ڴ����£�O ��Ȧ��׃�����ܷ�����Π�Ӱ��^����˷������s�ʌ��ܷ�Y����Ӱ푙C�������x���ڱ����ܷ��g϶��ͬ�ėl���£� ���^��ͬ���s���µĽ��|�����̓ȑ���׃����
������������������׃�����s��η=15%���ܷ���|������p=40MPa ��Ӌ��õ���D7���D8 �đ����ֲ��D�����ڿ�֪�˕rO ��Ȧ�ȑ������ڈA��̎�Ĵ�׃�Σ� �ȑ����^�ߓp�ģ��ܷ�ʧЧ����߉��s��η=20%����Ӌ��õ��ܷ���|�����µĽ��|�����̓ȑ����D��D9���D10������η=15%�r�ĽY����֪�����s�ʣ�������O��Ȧ���A׃������O ��Ȧ�����r���ȑ�����ֵҲͬ�r���ͣ��Ҵ˕r���ܷ���|��Ч�������@��ߡ�

3�������YՓ
����(1)������������׃��ǰ���£�O ��Ȧ���ܷ������ڼӹ��`��µ��g϶��һ�������Ȍ��ܷ�����Ӱ푺ܴ�
�������w���F�ڣ����^С�ܷ���|�����£����ܷ�Ȧ�ĔD��׃�β�λδ���|���ܷ��g϶̎�r��Ӱ푿��Ժ��ԣ����S���ܷ���|�ĉ������ߣ��ܷ�Ȧ�_ʼ���|���ܷ���ļӹ��g϶̎�r���ܷ�Ȧ��׃�·��ؔD��Ť�����@�r�͕����^�ܷ�Ȧ�ď��ȘO�ޣ��Ķ��Ɖ��ܷ�Ȧ�ĽY���������ܷ�ʧЧ���@����������ܷ��g϶ԽС���t��ͬ���ܷ���|�����£��ܷ�ȦԽ�����הD��p϶�У��Ķ��Q����O ��Ȧ��׃�β����^�� ���Ҳ�������^�䏊�ȘO�ޡ�
������֮��ʹ���^С�Ľ��|�����£������g϶�^��O ��Ȧ���D���ܷ��g϶�У�׃������׃�ĺܴtO��ȦҲ�l���Ɖġ����Ԟ��˱����ܷ����Ч�ԣ� �������ڴ���ܷ≺���£���ӹ����ȣ��pС�ܷ�����g϶ֵ����������ܷ����ܡ�ͬ��Ҳ��ʾ�҂�������ͬ�ӹ������£�С�ߴ���ܷ���a��������g϶���ȴ�ߴ���ܷ�����g϶С������С���ܷ��������F���߉������ܷ⣬���Ǵ�ߴ�ĸ߉��ܷ��y�Ա��ϡ�
����(2)�ķ��濴����O ��Ȧ�ĉ��s��ֱ��Ӱ��ܷ���Ľ��|������С��������ܷ≺������O ��Ȧ�ĉ��s���^�͕r����С���ܷ���|�����£��ܷ����ҿɿ��������������ߵ�һ���̶ȕr�� �ܷ���Ľ��|�������_�����ܷ����Ҫ���ܷ�ʧЧ��
�����@���е�ԭ����Ҫ�����O ��Ȧ���ڳ������w�������죬�A���s���^С�����³�ʼ���|�����^С���ڽ��|����������С���Qֱ�����׃������Ȼ�^С�����½��|�����_�����ܷ�Ҫ��ͬ�r���������^��ĉ��s�ʣ� ���s���^СҲ�������������l����ͬ�rO ��Ȧ�����ױ��D���ܷ�������g϶�У� �Ķ�����O ��Ȧ�ȑ����^����p�ġ����O ��Ȧ�����r�ĉ��s�ʌ�������ܷ�����ʮ����Ҫ��