���߉�Һ���ܷⷽ��̽ӑ�c����
�����ܷ⌦���߉�Һ�����g�Ŀɿ��ԁ��f�����e���p�ص����á�ԓ�ķ����˳��߉��ܷ��ԭ���������ԣ������˳��߉��ܷ���IJ��ϼ��x��ԭ�t�����c��B��Һ���á�Һ���ס���·ϵ�y���N���^�Լ������y��ˇ�ڵĎN�����ܷ�Y�����ܷ����ʽ�������Լ�����ʹ�÷������鳬�߉�Һ���O���ܷ���OӋ�Լ��x���ṩ�����ͅ�����
����
����Մ�����߉��r������c�r��ϵ��������鳬�߉����S���r����ͬ����ͬ�ġ�ԭ�Cе���I�����C����JB824-66 �����ּ���Ҏ��������p>32MPa �鳬�߉������īI�ڽ�B�����ּ��r���щ���p=40~70MPa �鳬�߉���p>70MPa �鳬���߉������īIһ�����ᵽ����Һ��ϵ�y��Һ���Cе�еĉ������^82MPa �r��ͨ���Q�鳬�߉��Ą����c���x���ƌW���g�����S���r�����M�����˂������S�r���IJ����������g���}��p>82MPa��ͨ���Q�鳬�߉��������ĕr�g���f�����^��ǰ���f����
����Ŀǰ����Щ�ИI���������ʯ����픉��C�����ٔD���O�䡢Һ�����͙C����ĩұ���O�䡢���߉������и�C���͉�ԇ�ȷ���ʹ�õĉ���ͨ����100MPa ���ң��е�������600MPa ���ϡ�
�������߉�Һ��ϵ�y�������ߣ�����С��һ����ڃɷ�����r��һ�����������ߣ������g϶��ͬ����r�£����ȳ���й©����ױ����ʮ������һ����������С��������1L/min���t����й©��ʹй©Ҳ���a���ܴ�Ӱ푣����߉�ϵ�y�����������ܵ�Ӱ��Ȟ�ͻ��������ռ��g�W(http://m.203scouts.com/)�J�錦�ܷ�һ��Ҫ����Ҫ���]��ȫ���M���ܲ����a��й©�������и߿ɿ��ԡ������߉����ܷ�һ��Ҫע�����İ�ȫ�ԡ��߉�Ԫ������·���|���������c���Ƚ^���ɿ����Q�����S���F϶��ᘿף����dz��߉���һ��й©����һ������֮�ȣ�й©����������������һ�ӕ����ˣ����eע�����İ�ȫ�ԡ�
1�����߉��ܷ�ԭ��
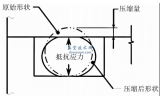
�������߉��ܷ�ԭ���c�и߉�Һ��Ԫ����Һ��ϵ�y���ܷ�ԭ�����o���|�^�e����ͬ���������ܷ���������w���ӵ�ͨ������ֹй©���ܷ⣻���ڷǽ��|���g϶�ܷ⣬ͬ������Һ���^�L���g϶ͨ�����ܵ��������a�������pʧ�����g϶���ڶˉ�������㣬�ͽ��ڟoй©���γ��ܷ⡣���cһ�㉺����r����ͬ���ǣ����ڶ������ܷ�����|����ܳ��ܳ��߉����ĔD����_���������g϶���ܷ⣬���g϶ֵ�h��һ�㉺���g϶�ܷ�ֵС��
2�����߉��ܷ���IJ���
�����M�ܳ��߉����ܷ�ԭ���cһ�㉺���ܷ�ԭ����������ͬ�������ܷ���s��һ�ӣ���Ҫ��M�������ܣ���ֹ�B©����ֹ���D���p�ģ��tҪ����Y����һ�㮔Һ���w���|�������^100MPa�����y��ʹ�úϳ����z��Ƥ������ϣ������X�����~������~���Լ��@Щ��ɫ���ٺϽ��@Щ���ټ��Ͻ�a��������׃�Σ�����������ܷ��氼��ƽ����İ����ȡ����⣬߀�в��P䓼�һЩ�ɴ�Ӳ��䓲ĵȡ����ĵĽ���O ���ܷ�Ȧ�ɳ���350MPa�������_700MPa����Ӳ��45 ��35CrMoAl ������䓉|���ݼy�����������¿��ܷ�1000MPa ���ҵĉ�����
3��Һ�����ij��߉��ܷ�
�������߉��ܷ�ͬ�ӷ֞��o�ܷ��c���ܷ⡣������Һ��ϵ�y�M�ɷ֞��·�ܷ��cҺ��Ԫ���ܷ⡣Һ��Ԫ���г�Ҋ����Һ���á�Һ���y��Һ���ס�Һ���R�_�ȡ������BҺ�����cҺ���ij��߉��ܷ↖�}��
����3.1��Һ���ó��߉��ܷ�
�����@����Ҫ������ʽ���ܷ⣬��Ҫ�����g϶�ܷ��c�����ܷ⡣�g϶�ܷ����Ï��ԈAͲ�r�Y������Һ�w���|��ճ�����ӣ��a�������pʧ���@�N�Y���ܷ≺�����_600~700MPa ���߉��ܷ�Ч����
�������߉������úͻ��y���ܷ⣬��Ҫ�Ǻ����_�������������y�����g϶�����g϶̫С���t���������y���������g϶�^���ڳ��߉���r�£�й©��������ӡ�����80MPa���������Þ�������������ֱ����φ8mm�����߅�g϶ֵ��0.003~0.006mm���õ��ݷeЧ�ʿ��_90%�����߅�g϶��0.008~0.015mm �r���õ��ݷeЧ�ʲ�����80%������ֱ���^������������������ɲ��ýM��ʽ�ܷ��b�ã���D1a ��ʾ������O ��Ȧ����Ȧ���S�~Ȧ�M���b�ڎ��F�ȵ�����������ĸ�Q�o���Σ��S�~Ȧ�c�����׳�ʼ�g϶��0.025~0.076mm�����������_ʼ�ܵ�Һ����֮��O ��Ȧ�ܵ��D���_ʼ���ܷ����á����������ӵ�ijһֵ���S�~Ȧ�������F���S�磬�S�~Ȧ�ܵ��F�S���S�����䏽�����ã�ͬ�r�S�~Ȧ�c��������sС����һ���ܷ����ã��乤���������_120MPa����D1b���D1c ��ʾ���������ք������ó��õ��ܷ��b�á��@�N�ܷ��b��һ���е͉����o���˻أ���˻���о�S�������������Ǹ��ӵģ�����ܷ��b�õĹ����������_100MPa ���Ըߡ�

�D1 �Ծoʽ�ܷ��b��
����3.2��Һ���ij��߉��ܷ�
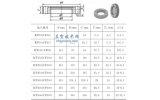
������D2 ���~������p=85MPa ��Һ�������ɷN�ܷ�Y���������ٶ�V=360m/min���ض�t=-25°~140�棬���|��Һ���ͣ���������һ�㡣��܇���ܷ������֮ǰ�����a�ܷ��һ������͉������^65MPa�����OӋ�������~�������������^65MPa�����M�ڇ����ܷ�������Ǻ����y�ġ��ʱ����x����������{˹(URANUS)��Gs���K��Ko��Go��֧�Эh��O ��Ȧ�����h�M�Ʉ��o�ܷ⡣�D2 �����²��ָ�һ���ܷⷽ����

1��2-O ��Ȧ����Ȧ��3-�K��Ȧ�M����4��5��9-֧�Эh��6-Gs Ȧ�M����7-���mȦ��8-Go ��Ȧ��10-Ko Ȧ
�D2 ���߉������ɷ����ܷ�Y��
����܇�ϳ��߉��M���ܷ���������OӋ���쳬�߉�Һ���Ͳ��Ǻ��y���£�܇�ϳ��߉��M���ܷ��ѳɹ��õ����߉��ęCе�O���ϣ���̫ԭij�O�乫˾���a�ľ����C������250MPa���Ͼ�ijҺ�����S�ij��߉���ϴ܇������|����������200~250MPa�����Kij��˾��ˮ��ԇ�C��������100MPa ���ϡ�����f��܇�ϳ��߉��M���ܷ⌦��Q���߉�Һ���aƷ�ϵ��ܷ⼼�g�y�}�������҇��C늮aƷ���˷e�O���á�
4��Һ����·ϵ�y���߉��ܷ�
����Һ����·ϵ�y���ɽ��ٹܡ�ܛ�ܼ����N�ܽ��^�M�ɡ���Ҫ���]���N���^���ܷ�Y���������B�N���߉��ܷ���^��
����4.1���U�ڽ��^���߉��ܷ�
����������p=0~10MPa �ɲ������~�ܣ��ù��ߔU�����ȿ��c�����F�w���ݼy�o���B�Ӷ��ɡ�����̎�dz��߉�������^�ܷ���ʽ���ƶ����|��ȫ��һ��[5]��������10 ��15 ���|��ܟo�p䓺��䓹ܡ��ܶ˲��ӟ��Ì���ģ�ߛ_�����ɣ������ȿ��c���^�w���F�������ƣ��ڃ���֮�g�����F���~�|����䓹����ȿ�����һ���c֮���Ƶ��~���Ƚӹܻ��^֮�o�ף�Ȼ���ݼy�Q�o�����ܷ≺�����_��80~100MPa����D3 ��ʾ��
����4.2���|Ƭ�ڳ��߉��ܷ���^
����ͬ���x��10 ��15 ���|��ܟo�p̼䓺�ڹ��ӡ����Ӷ˲��ӟ��Ì��T���ߴ�ɶ˲�ƽ�_����Ҫ�r�پ�܇�ӹ�����ƽ�_�c��֮�g���~�|Ȧ�����ݼy�Q�o�����ܷ≺��80~100MPa����D4 ��ʾ��

�D3 �F���~�|Ȧ���߉��ܷ�U�ڽ��^

�D4 ����ƽ�|���߉��ܷ���^
����4.3��O ��Ȧ���߉��ܷ���^
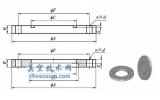
������D5 ��ʾO ��Ȧ�ӓ�Ȧ���߉��ܷ⺸�ӽ��^����1 �ӹ�O ��Ȧ����Ȧ�ϲۣ���4 ��A���_�������ӹ����ϲۑ�����O ��Ȧ�ӓ�Ȧ��Ҫ��4 ����摪�c�_ƽ�洹ֱ�������4 �cO ��Ȧ���|�摪���^�͵ı���ֲڶȡ���4 �����ӱں��ϳ��߉�Ҫ��ԓ���߉��ܷ���^���c���b�㡣�����ܷ�Һ�w�ĉ�����80~100MPa���������_100MPa ���ϡ�

1-�F�ݼy���^�w��2-O ��Ȧ��3-��Ȧ��4-�_�A�ӹ�
�D5 O ��Ȧ���߉��ܷ���^
5���y�K��ˇ�ڳ��߉��ܷ�
������Һ��ϵ�y�г�Ҋ�в��ٹ�ˇ�������������OӋ�������w��ʽ�y�K��ˇ����࣬������ɺ��횷�¡���r�ЃɷN��r��һ�N�������Բ���Ҫ�ٲ��_����һ�N�Ƿ��֮���ֳ���Ҫ���_������ǰ�߲�ȡ���ӷ�¡�����ˇ��d<10mm���t����ˇ�ڔU�����С�A���^���ٺ�������D6a��ֱ�Ӻ����A����빤ˇ�ס�����ˇ��d≥10mm���t�����m���U��Щ���������_�AС�A��(�ȹ�ˇ��С0.5mm)���빤ˇ�ף���D6b ��ʾ�����������_��ˇ�ɲ����ݼy�����ى|�¡��ݼy��¡��F�µȣ���D6c��6d ��ʾ��

�D6 ��ˇ�Ķ���
6���YՓ
�������߉�Һ�����g��ʹ�ã��ѽo�˂��������c���������ܶ�ķ����c�����������ó��߉����g�и��Ӳ�Č��Һ���������a����ʯ��Ҳ�����a��ʯ��������ˣ����߉����g����Uչ�������I��ʹ�ó��߉�Һ���O���������࣬���ҳ��߉�Һ��ԇ��b��Ҳ�S֮���ࡣ��Ӱ�ԓ헼��g����Ҫ����֮һ���dz��߉�Һ���ܷ���Ҫ�M��Ŭ�����������ơ����߉��ܷ⣬�oՓ���o�ܷ�߀�DŽ��ܷ⼰���ܷ�������o�˜ʿɅ��ա�Ŀǰֻ���˂��ڳ��߉��ܷ⌍�`��̽�����������ơ������߉�Һ���ܷ�ɿ����t��ȫ��Ҳ�ʹ������ˡ�