��������ԙz�y��ˇ�����Ĵ_��
����ͨ�^����������ԙz�y�Ĺ���ԭ������ˇ�����M�з�������������ԇ��OӋ���������ٴ_����������ԙz�y���P�IӰ푹�ˇ��������ߙz�yЧ�ʼ����ȡ�
����
�����Ś����������܇�l�әC���㲿������Ҫ�M��l�әC�ߜظ߉����ܷ�l�����������К�����Ҫ��������F©��F����Ӱ푰l�әC�Ą������ܡ��ŷ������Լ����C�����������Ҫ���l�әC�Ś�����M�К����ԙz�y�����y���Ś���ܚ����ԙz�y�����ǽ�ˮ����ͿĨ�����S�����I�Ԅӻ��͙z�y���g�İlչ����ˮ����ͿĨ������u����̭��Ŀǰ���^ͨ�еĚ����ԙz�y�����Dz�������ԙz�y���ڲ��Ú����ԙz�y�x�Ļ��A�ϣ��o�Զ�λ���Ԅ��ܷ⡢늚���ơ�Һ���c���ϵ�y����ԇ©�C�����F�����a�����������a������������M�����ܙz�y�������˝M���������a���Ĺ���Ҫ����ռ��g�W(http://m.203scouts.com/)�J������ԙz�y��ˇ�����Ĵ_���Ǚz�yЧ�ʼ����ȵ��P�IӰ����ء�
��������ͨ�^����������ԙz�y����ԭ������ˇ�����M�з�������������ԇ��OӋ���������Կ��ٴ_����������ԙz�y���P�IӰ푹�ˇ��������ߙz�yЧ�ʼ����ȡ�
1����������ԙz�yԭ��
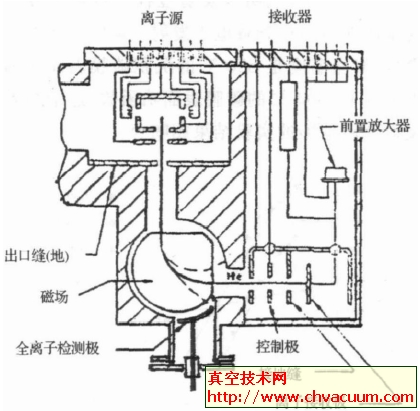
������������ԙz�y�����Ú��w������ʽͨ�^�y�������ȉ�����׃����Ӌ��й©���ęz�y���������]����������й©����Ȼ��������Ț��w�|������ʧ��ʹ��������ԭ�еĉ����p�ͣ���˿���ͨ�^�y�������Ț��w�������͵Ĕ�ֵӋ������H����й©�Ě��w�����乤��ԭ��Ҋ�D1��

�D1 ��������ԙz�yԭ��
������������ԙz�y�Ĺ���ѭ�h����4 ���^�̣�������^�̡�ƽ���^�̡��z�y�^�̺��Ś��^�̡�
����(1)����^�̣���ϵ�y�����{�����yԇ���������_����y���y©�y���˜������ͱ��y�������뉺�����ڜyԇ�����ĉ��s�՚⣬���ښ��w���ӵ�Ӱ푣��˕rϵ�y�Ȳ��������ضȶ������ӣ���횳��m���ֱ���˜����������y���������ȫ��
����(2)ƽ���^�̣��P�]����y���y©�y���ؔ���Դ�c�˜����������y������ͨ·�����ڳ�⼰�P�]�y�Ą��������������Ț��w�������}�ӣ����˜������c���y�����g�IJ���������ʬF���oҎ�t��׃����������tһ�Εr�g�����ֵ��������ܜy���׃����
����(3)�z�y�^�̣��z�y���������ݔ��������й©�a���ĉ������ڜyԇ�����������Ƶ��c�r�g�����ȣ���˿��Ԝy������һ���r�g�Ȳ��׃��ֵ��
����(4)�Ś��^�̣����y������׃��ֵ���˜����������y�����ȵ�ʣ�����wͨ�^���y�ŵ������Y��һ���z�y�^�̡�
�����˜������ͱ��y�����ĉ���ֵ�ڙz�y�A�λ����ϳʾ����Pϵ���ɴ˿��ƌ������wй©����Ӌ�㹫ʽ��

����ʽ��QL———���wй©������mL/s;Δp———�׃������Pa;pa———��≺����Pa;t———�a���Δp �������Ĝyԇ�r�g��s;ΔV/Δp———�������ϵ����ȡ1.36×10-7mL / Pa;VR———�˜������ݷe��mL;VT———���y�����ݷe��mL;pt———�yԇ������Pa��
2����������ԙz�y��ˇ����
����2.1����
����������й©�ʌ��H�Ͼ��ǹ��������Sй©����������й©��ȡ�Q�����IJ��ϡ��Y�������H���r�l�����Ś���ܵ�й©�ʘ˜��ǰl�әC�OӋ���T�����l�әC���ܶ��_���ġ��ڌ��H���a�У��Ľ����Ƕȿ��]�_��й©���Ǻ��P�I�ģ��z�y��ԓ���ڱ�Ҫ�l���±M���ܾ��_��������Խ���_Խ�á�
����2.2���yԇ����
����ͨ��й©�ʶ�Ҫ�����o���Ĝyԇ���������yԇ�������Dž��չ������H���r�l���_���ġ����y�������ɶȸ�(���T��s�ɡ��Ѽy)��й©�������ڜyԇ����;���ɶȵͣ�й©���c�yԇ�����ı�ֵ׃С�������S���yԇ���������ߣ�߀�������T��ض�Ӱ푣�����ƽ��r�g��Ҫ���L����ˣ�������r�����^����ԓQ�㵽�͉���B��й©�ʣ�ͬ�r����һ�������������M��й©�z�y��Ȼ���x��һ���M��yԇҪ����^�͵ĉ����_������K�Ĝyԇ������
����2.3���ض�
�����������]�����ȵĚ��w�����ض����ߕr��Ȳ��ĉ����S֮���ߣ�����ض���Ӱ푉���׃������Ҫ���ء�
�����h���ضȵ�׃���Լ������IJ��ϡ����Π��ǻ�ݷe������e�ȶ����ɞ�Ӱ표ض�Ч�������ء����ò���y���r�������õĘ˜������c�y������������ͬ�Ď��Π��ǻ�ݷe�r���ɳ�Ȿ������ض�׃��Ч���ɱ��yԇϵ�y������������ͨ���Ĝy���l�������ڜyԇ�r�g�^�̜ضȵ�Ӱ푲���ʮ���@����
����2.4�����r�g
�������r���s�՚����܉���B�M��һ�����]����������ϵ�еğ����W�������W׃�����䉺�����l�����ͣ��˜������c���y�����ȵĉ����������@���IJ������≺����yԇ�ݷe���ӕr���@�N�������ĉ���׃�����������@�����˕r�M�Мy�����t�@�N������׃������ҕ��й©������ĉ���׃����Ӱ표y���Y���Ĝʴ_�ԡ���ˣ����������ij��r�g���Ա��C�˜������c���y�����ȵĉ�������ƽ�⡣
����2.5��ƽ��r�g
�������ڛ_��Ч���Ĵ��ڣ��ڳ���c�z�y֮�g����һ��ƽ��r�g�DZ�Ҫ�ģ�ƽ��r�g���L����Ҫ�������w�Ĝy��������_����
����2.6���z�y�r�g
��������й©�a���ĉ������ڜyԇ�����������Ƶ��c�r�g�����ȣ����Ԝy������һ���r�g�Ȳ��׃��ֵ���M��Ӌ��й©���Ĵ�С����Փ�Ϝyԇ�r�gԽ�L��Խ�����ګ@�Üʴ_�Ĝyԇ���ȣ����@�c���a���Č��H������ì�ܵģ�ͬ�r�z�y�r�g�^�L���������^�������c�r�g�ı�����׃�����z�y���ȷ��������͡��������Ĝyԇ�����^�ߡ��yԇ�ݷe�^��й©���^С�r����Ҫ���L�yԇ�r�g���Ա��C���yԇ�ľ��ȡ�
����2.7������Ӱ�����
����(1)�����ݷe������һ���ض�����(й©��һ��)���������ݷeԽ�t�����ĉ������͵��ٶȾ�Խ�ͣ��y���r�g����Ҫ�������ӣ����Ԟ鱣�C�y�����`���ȣ���Ҫ�O���p�ٹ������ݷe��
����(2)ԇ©�C�Y���OӋ���鱣�C�yԇ���ȣ������Ԝyԇ��ԇ©�C���ܷ�Ԫ���IJ����x�Y���OӋ���ܷ��OӋ��������λ�A�o�ȷ��涼��һ����Ҫ���磺�ܷ�Ԫ�����]�Џ�����׃�������͉�;�ܷ�A�߱���ṩ�m���ĉ�������±��y�������A�o����ԓ�ǜyԇ������3��; ����ķ���ڜy���^���б�횱��C��λ�ò��l����׃;�A��֧�ο�ܵď���Ҫ����֧�δˉ��������Ҹ����ב��пɿ��Č��_�����λ�õĜʴ_;ԇ©�C�ķ��Ԫ���M����Ҫ����������ķ�֧�νY���ϣ������횄t���ֿ��]�Ƿ���ܕ������y������ɓp�Ļ�a���µ�й©�c�ȡ�
3���������_�������ԙz�y��ˇ����
����������֪��й©�ʺ͜yԇ�������OӋ���T�_�����h���ض���һ���ĕr�g�Ȳ��ӷ��������c�yԇЧ�ʺ;������P���P�I��ˇ������Ҫ�dz��r�g��ƽ��r�g�͙z�y�r�g����ô����ͨ�^����ԇ���ٴ_����������ԙz�y���P�IӰ푹�ˇ��������ߙz�yЧ�ʼ����ȣ������e���f���_��������
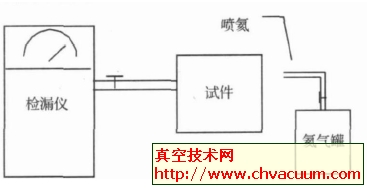
����ԇ������ij��̖��܇�l�әC�Ś���ܵĘ˜�й©�O�ޘӼ��������ݷe415mL��ԇ���ԇ©�C�ɟo�aľԴ�Cе����˾���a(Ҋ�D2)�������ԙz�y�x���÷���ATEQ F520��ԇ��0.32bar���yԇ�h���ض�13�档

�D2 ԇ©�C�������ԙz�y�x
����ԇ����L9(34)�����OӋ������r�g��ƽ��r�g���z�y�r�g��������ˮƽԇ����ˮƽҊ��1���yԇ�^���Ќ��˜�й©�O�ޘӼ���ÿ��ԇ�l�����؏͜yԇ6 ��(�����Ӽ��İ��b)��Ӌ��ÿ��ԇ�l���yԇ�Y���Ę˜ʲͨ�^й©���˜ʲ���Д�ԇ�ķ����ԣ��M���Дˇ�����ķ������c�����ԣ�й©���O����������ą��������������ϵ�y�`�ԇ�����S�C̎����ԇ�Y��Ҋ��2��
������ֱ�^����Ӌ���(Ҋ��3)�У�����ֵ�Ǹ���������ˮƽй©���˜ʲ�ľ�ֵ��ͨ�^���^������ֵ�Ĵ�С�����Ա��^������ˮƽ�ĺÉġ��ı�3 �п��Կ��������r�g(����A)��ˮƽ2 ��ã����й©���˜ʲ��ֵ��С��ͬ����ƽ��r�g(����B)ȡˮƽ2 �ã��z�y�r�g(����C)ȡˮƽ2 �ã��C�Ͽ�֪�yԇ��������õ�ԇ�l��A2B2C2�������r�g10s��ƽ��r�g20s���z�y�r�g10s��
��1 ����ˮƽ��

��2 ����ԇ�Y����

��3 �еĘO���ʾ�����Ӳ�ͬˮƽ������й©��

�����˜ʲ��ֵ�����ֵ�c��Сֵ�IJ��ӳ��ԓ���ӌ�й©���˜ʲ��Ӱ푵Ĵ�С�����������ӵĘO���֪�z�y�r�g���ӵ�Ӱ���������ƽ��r�g���ӣ������r�g����Ӱ���С��
������ֱ�^��Ҋ���������Ӳ�ͬˮƽ�µ�й©���˜ʲ�ľ�ֵ���ɈD3���ɈD���҂�����ֱ�^�ĵõ�����ĽY��������C����ԇ�Ŀɿ��ԣ����yԇ��������õėl����A2B2C2 �M��ԇ���C����C�Y��Ҋ��4���ı����҂����Կ���ԇ�Y�������˝M��ġ�
��4 ��Cԇ�Y����


�D3 ���Ӹ�ˮƽ��й©���˜ʲ��Ӱ�
������Ҫ�f�����ǣ� ��������ԇ��OӋ�^���и�����ˮƽֵ�������������Ĝyԇ�������z�y�ݷe�����ص�׃���M���m�����{��;�����������a�F���M��ԇ�F���l���IJ��ӣ��e�ǚ�Դ�����IJ��ӣ�ԇ��Е����F�����������ڔ���̎��rҪ��̎�����ۏı�2 ���҂����Կ����yԇ�l��A1B2C2��A2B2C3��A2B3C1��A3B3C2��ԇ�Y���������DZ��^�õģ��˕r��ԇ�Y��Ҫ�����z�y�ľ��ȼ�Ч�ʵ�Ҫ���M��ȡ�ᣬ���Ӵ�ԇ�Δ��M���؏���C��
4���Y���Z
������������ԙz�y���Йz�y�`�������ȸߡ��ܜض�Ӱ푵ȃ��c��ͬ�r���Ԍ��F�����z�y�^�̵��Ԅӻ������s���˙z�y���ڣ��ڹ��I���a�õ��ˏV�����á������ԙz�y��ˇ�����Ĵ_���Ǚz�yЧ�ʼ����ȵ��P�IӰ����أ�ͨ�^����ԇ��OӋ���������Կ��ٴ_����������ԙz�y�P�IӰ푹�ˇ��������ߙz�y���ȼ�Ч�ʡ�